(報告齣品方/作者:長江證券 莫文宇、楊洋、王澤罡)摺疊屏手機:頭部廠商競相布局 摺疊屏手機行業專題分析:創新驅動,需求爆發 - 趣味新聞網

發表日期 5/3/2022, 11:15:49 AM
(報告齣品方/作者:長江證券,莫文宇、楊洋、王澤罡)
摺疊屏手機:頭部廠商競相布局,市場空間廣闊
隨著智能手機功能創新的收窄,形態上的創新開始成為各大廠商關注的重點。自 2018 年以來,摺疊屏手機纍計發布機型數量已經超過 20 款,尤其是 2021 年下半年以來,隨 著供應鏈逐步成熟,新機型的數量也明顯增多,國內廠商的參與程度也在加深。從具體 的形態上來看,摺疊屏手機分為縱嚮摺疊和橫嚮摺疊兩種類型,一方麵較傳統直闆手機 更具質感;另一方麵也在大屏和便攜性上麵取得瞭更好的平衡,更為實用。對於廠商來 講,摺疊屏手機是在智能手機存量市場中取得增量的重要手段,尤其是在國內品牌嚮高 端市場邁進的過程中,摺疊屏手機是一個很好的取得差異化競爭力的契機;而對於消費 者來講,摺疊屏手機是真正能夠在使用體驗上帶來直接改變的創新,較過去長期以來的 智能手機市場的微創新有著明顯的提升,從銷量上也反映齣瞭消費者的認可程度。


2021 年全球摺疊屏手機銷量達到 710 萬部,同比增速超過 270%。 隨著摺疊屏手機産 品的迭代和各大廠商新機的發布,全球摺疊屏手機齣貨量在 2021 年迎來瞭高增長,中 國市場的齣貨量也達到瞭 110 萬台。這其中,全球市場仍以三星為主導,2021 年三星 摺疊屏手機的全球市場份額達到瞭 83%,Galaxy Z 係列的産品經過三代産品的迭代, 無論是技術層麵還是品牌層麵都有著更強的實力,Galaxy Z Flip 3 和 Galaxy Z Fold 3 在所有機型中也穩居銷量前兩名。此外,華為的産品在中國市場有著更高的認可度,2021 年華為摺疊屏手機在中國市場的份額達到瞭 49.3%,小米、OPPO 分彆為 13.2%和 6.1%。
隨著手機不斷迭代更新,屏幕尺寸與屏占比趨嚮提升。 過去多年以來智能手機的屏幕大 小都處於上升的趨勢,但目前部分主流機型尺寸大小接近 7 英寸,已接近單手所持上限 尺寸,因此摺疊屏的齣現能夠有效平衡屏幕尺寸和便攜性的問題。在摺疊屏用戶調研反 饋中,大屏的使用體驗和便攜性也成為瞭關注的重點。此外,更為高端的定位和差異化 的外觀也是用戶選擇摺疊屏手機的重要因素。從用戶需求端來看,摺疊屏作為近年來智 能手機領域的重要創新,能夠有效解決需求方麵的痛點,而並非單純的外觀變化。
對於廠商來講,摺疊屏是競爭高端市場的重要手段 。2021 年全球高端(批發平均售價 超過 400 美元)智能手機市場銷量同比增長 24%,遠高於市場整體的銷量增速。頭部 廠商均把高端化視為重要的戰略目標,尤其是在華為的份額下滑後,也給國內其他廠商 讓齣瞭更多的空間。由於智能手機的創新節奏在近兩年明顯放緩,因此在品牌力不足的 情況下,國內廠商在高端市場難以通過差異化的硬件配置來獲取競爭優勢。2021 年小 米、OPPO、vivo、榮耀在全球高端市場中的份額都在 5%及以下的水平,較 2020 年並 沒有特彆明顯的進步,反觀蘋果則成為最大贏傢。摺疊屏手機目前無論是技術層麵還是 齣貨量規模都處於相對早期的階段,為高端領域的競爭帶來瞭差異化的可能性,因此也 成為瞭各大手機廠商戰略布局的重點。


無論是從下遊消費的角度,還是上遊廠商的角度來說,摺疊屏手機都可能成為未來智能 手機市場的重要組成部分。IDC 預測到 2025 年全球摺疊屏手機的齣貨量將達到 2700 萬台以上,Canalys 則預測到 2024 年全球摺疊屏手機的齣貨量將達到 3000 萬台以上, 相較於 2021 年的銷量都將有數倍的增長。隨著産品的迭代和供應鏈的成熟,摺疊屏手 機的使用體驗和價格也將改善,將有效推動其滲透率提升。


限製摺疊屏滲透率提升的兩個重要因素分彆為價格和使用體驗。首先從價格方麵來看, 近幾年雖然高端市場占比有所提升,但提升幅度相對有限,在全球市場中的占比仍然較 低,尤其是摺疊屏手機所處的超高端市場(>800 美元),總量相對有限。
而從用戶使用體驗角度來看,由於迭代次數較少,當前市場已有的産品仍不能完全滿足 用戶的需求,尤其是對於屏幕方麵,摺痕問題依舊是用戶關注的焦點。此外,軟件的適 配,以及手機厚度和散熱的平衡問題同樣未能得到充分的解決。
國內廠商大力布局,摺疊屏手機價格和使用體驗逐步改善。2021 年以來,OPPO、榮耀、 vivo 等國內廠商開始相繼推齣首款摺疊屏手機,價格帶也明顯開始下移,並且隨著産品 迭代次數的增加,在摺痕問題上已經較早期産品有瞭明顯的改善。

鉸鏈和屏幕:既是增量成本,也是關鍵技術
從摺疊屏的成本對比來看,鉸鏈和屏幕是最大的增量。相較於普通智能手機而言,摺疊 屏手機的難點在於實現轉動的鉸鏈部件和能夠摺疊的柔性屏幕,這兩者的搭配決定瞭手 機的使用體驗。而從成本端來看,鉸鏈作為增量部件,因其大量的研發投入、復雜的工 藝設計以及相對有限的産能,現階段價格還處於較高水平,例如近期發布的 OPPO Find N 鉸鏈成本高達 800 元,vivo X Fold 鉸鏈成本超過 1200 元,榮耀 Magic V 鉸鏈成本超 過 600 元。屏幕方麵,可摺疊 OLED 屏幕在設計上較普通柔性 OLED 屏幕要求更高, 需保證耐用性和易用性,受限於材料和良率,因此現階段成本同樣較高。
鉸鏈:設計復雜,材料創新與結構創新並行
鉸鏈等機械結構影響摺疊屏手機的開閤及摺痕控製,而目前主流的摺疊屏鉸鏈分為 U 型 鉸鏈和水滴鉸鏈。U 型鉸鏈結構相對簡單且成本較低,但是由於彎摺半徑較小,屏幕在 打開時容易齣現摺痕問題;水滴形鉸鏈結構相對復雜,不但要保證較大的彎摺半徑,從 而減小摺痕問題,還要保證屏幕在摺疊狀態時呈現處無縫的效果。由於在使用體驗上更 為齣色,近年來我國各大廠商均采用瞭水滴形的鉸鏈設計,例如 OPPO Find N、vivo X Fold、榮耀 Magic V 等。同時,在手機廠商和上遊供應鏈廠商共同推動之下,我國鉸鏈 專利申請數量快速增長,有望進一步推動技術和成本的改善。
區彆於內摺方案,華為最新發布的 Mate Xs 2 則再次采用瞭外摺的方案,搭載雙鏇鷹翼 鉸鏈,旨在解決屏幕摺痕問題。從使用的角度看,外摺方案的優點在於屏幕彎麯時的麯 率半徑更大,從而使得摺痕更小;同時相較於內摺方案去掉瞭一塊屏幕,因此手機的厚 度可以更薄,成本也可以更低。但外摺方案也存在一些難以解決的問題,比如整塊屏幕 暴露在外,容易産生劃痕或者損壞等問題;日常使用時,由於在摺疊狀態下隻有一半屏 幕處於點亮狀態,“兩塊屏幕”使用時間存在差距,長期使用下來可能會産生燒屏問題。


摺疊屏鉸鏈需要完成精密限位、阻尼保護以及多次開閤等復雜功能,零部件多,組裝復 雜,且耐久性也有較高的要求,因此從選材和製造工藝上來看,其涵蓋瞭多種精密結構 件的加工和裝配。例如華為 MATE X2 采用瞭鋯基液態金屬,同時加入瞭碳縴維復閤材 料;OPPO Find N 采用瞭 136 個零部件,單個零件加工精度最高達 0.01 mm;榮耀 Magic V 鉸鏈包含瞭 213 個高精零器件,材質使用的是三重航天級用材,具備高硬度且 不易磨損,同時還具備一定的抗腐蝕能力;vivo X Fold 鉸鏈包含 174 個零部件,使用瞭 鈦閤金、鋯閤金、碳縴維等六重航空材料。由於零組件多且精密度要求較高,因此鉸鏈 的組裝難度也較大,良率和産能也相對較低。
MIM 和液態金屬工藝是實現高性能鉸鏈的關鍵加工技術 。鉸鏈的生産製造程序復雜,並 且需要金屬注射成型(MIM)以及液態金屬等新工藝,相較於傳統計算機數字控製機床 (CNC)工藝來講,MIM 和液態金屬工藝更適閤於製造三維結構復雜、精度要求高的超 小件産品,在批量生産時更具備成本和效率上的優勢。MIM 和液態金屬之間的差異在於, 液態金屬可以生産超高硬度,更耐磨的金屬件,性能優於 MIM 産品,但成本也相對較 高,且後續機加工難度較大。考慮到成本和性能的平衡問題,一般會使用多種工藝。
隨著摺疊屏手機景氣度的不斷提升,國內終端廠商及上遊供應鏈廠商均在鉸鏈技術方麵 進行布局。 精研科技作為國內領先的 MIM 廠商,具備鉸鏈所需零部件的研發和量産能 力,已經嚮頭部品牌客戶的多款摺疊屏手機批量供貨,同時也在進行模組方麵的研發工 作,在國內廠商中處於相對領先的水平;宜安科技則擁有全球最大的鋯基液態金屬生産 綫,相關産品已經在鉸鏈結構中的得到批量應用。此外,東睦股份、長盈精密等公司也 均在這一領域進行研發投入。隨著國內上下遊廠商的深度閤作,摺疊屏鉸鏈也有望在走 嚮成熟的過程中降低成本,從而更好的推動終端産品的滲透率提升。
屏幕:可摺疊 OLED 逐漸成熟,成本有望持續下降
從技術的角度來看,摺疊屏手機主要采用柔性 OLED 屏幕,但區彆在於為瞭獲得更好的 可摺疊性,對於屏幕所使用的材質以及厚度有瞭更高的要求。無論是 U 型還是水滴型, 摺疊屏在彎摺過程中均會在彎摺處産生較大的應力集中,這種情況會導緻屏幕中相鄰膜 層之間分離斷裂(層與層之間用膠粘閤在一起),發生斷裂,最終損壞。那麼為瞭降低這 種彎麯應力或者是屏幕內層與層之間的剪切應力,首先是屏幕的整體厚度需要減薄,同 時還要通過一些設計來保證屏幕中的關鍵功能層(比如觸控層、發光層等)處於應力的 中性層。因此,摺疊屏手機屏幕的設計在結構和材料上均需要一些新的設計。
具體來看,在前蓋闆上,傳統智能手機的蓋闆玻璃一般不具備可摺疊性,而摺疊屏手機 通常會采用 CPI(透明聚酰亞胺薄膜)或 UTG(超薄柔性玻璃)方案;偏光片方麵,傳 統偏光片采用多層膜結構,厚度較大,在彎摺半徑較小的情況下,所受的應力較大,因 此在摺疊屏中偏光片厚度需要大幅度減薄;觸控模組方麵,傳統顯示屏廣泛使用 ITO(氧 化銦锡)作為電極材料,但由於 ITO 材料較硬且易碎,可摺疊 OLED 的觸控電極材料 通常使用 Metal Mesh(金屬網格)技術方案替代,其具備更好的彎摺特性;此外,為保 證摺疊屏在彎摺過程中功能膜受力更小,OCA 光學膠也必須具備更高的剪切應變能力。

集成度更高的 on-cell 觸控方案和 COE 技術讓屏幕變的更薄 。在摩托羅拉 Razr 摺疊屏 的屏幕設計中,采用瞭集成度更高的 on-cell 觸控方案,能夠將超薄的觸控電極與顯示 功能層結閤在一起,從而去除瞭基底材料以及 OCA 粘結劑的使用,使得整體厚度較傳 統方案降低瞭 10%。三星的 Y-OCTA 技術移除瞭薄膜基材,讓觸控電路直接圖案化在 薄膜封裝層之上,不再需要單獨的觸控層,如此簡化瞭 OLED 屏幕的堆疊結構。此外, 采用 COE(Color On Encapsulation)技術,通過在 OLED 封裝上製作彩膜的方式來取 消掉原有的偏光片,從而也可以進一步的降低 OLED 麵闆的厚度和提高器件的可撓麯 程度,在三星 Galaxy Z Fold 3 上已經開始采用該項技術。
從成本的角度來看,影響可摺疊 OLED 屏幕成本的主要因素是蓋闆材料和良率等問題。 一般柔性屏價格大約在 80 美元或更低,而同尺寸手機屏幕的摺疊屏價格在 150-250 美 元左右,其原因一方麵是摺疊屏手機使用的 UTG 玻璃成本相對較高,一般可能會達到 25-40 美元/片,遠高於普通智能手機蓋闆價格;另一方麵,一般用於智能手機的柔性 OLED 屏幕的製程良率在 80%左右,但是同尺寸可摺疊 OLED 屏幕的製程良率僅在 65% 左右,主要原因在於更復雜的封裝工藝和模組方案。
UTG 可能會成為未來趨勢。 為瞭保證良好的彎摺性,摺疊屏手機捨棄瞭傳統的玻璃蓋 闆,而采用 CPI(透明聚酰亞胺)或 UTG(超薄柔性玻璃)作為蓋闆材料。從性能上看, CPI 在耐久性和摺疊性能上具有優勢,但存在容易産生摺痕、易颳花、耐熱度較低、觸 摸感不佳等缺陷;而玻璃材質的 UTG 雖然成本更高,但在透光性、硬度、耐磨耐熱性 等方麵錶現更好,近年來隨著技術逐步走嚮成熟,應用也越來越廣。從目前市場動嚮來 看,三星摺疊屏手機前蓋闆已經由搭載 CPI 全部轉為 UTG 材質,預計在 2022-2025 年 間,UTG 滲透率將穩定在 70%左右。若 UTG 的成本持續下降,其滲透率仍將提升。
目前在超薄柔性玻璃 UTG 蓋闆産業鏈中,UTG 的成型與後續加工企業多是分開的。上 遊由全球顯示玻璃製造巨頭壟斷,如德國肖特(SCHOTT)、美國康寜(CORNING)和 日本電氣硝子(NEG),他們通過溢流熔融法、狹縫下拉法等核心成型技術製造齣能夠 用應用於摺疊手機的 UTG 原片;而後由中遊公司負責切割、強化(或薄化)等加工操 作,如三星使用的韓國 DowooInsys 和 eCONY;最終交付給下遊麵闆廠商三星、京東 方等使用,生産齣的柔性顯示麵闆被應用在摺疊智能手機等領域。國內 UTG 中遊加工 企業的規劃産能已超數韆萬片,且未來仍在持續增加,大部分 UTG 中遊加工企業如凱 盛科技、長信科技等都已嚮麵闆廠及終端送樣並處在小規模量産階段。
未來趨勢:柔性顯示技術拓寬使用場景
蘋果一直在持續纍積摺疊屏手機專利,自 2016 年蘋果第一次申請專利開始,幾乎每年 都有新的摺疊屏手機相關專利被曝光,2017 年,蘋果擁有瞭可摺疊顯示屏專利;2018 年蘋果又擁有瞭一項有柔性鉸鏈的可摺疊 iPhone 專利;2020 年,蘋果首款摺疊屏 iPhone 外觀設計被露齣。作為高端市場的龍頭廠商,蘋果的品牌力和消費群體或將摺疊 屏産品帶到一個新的高度,也將推動整個行業更快速的發展。
除瞭手機産品之外,摺疊的概念也被應用到瞭其他領域,例如聯想發布的全球首款摺疊 屏筆記本電腦 ThinkPad X1 Fold,華碩也發布瞭 Zenbook 17 Fold。摺疊屏的應用場景 開始逐漸走嚮手機以外的其他領域,或將推動整個産業鏈更快速的發展。


從柔性屏的發展趨勢來看,捲麯和滑移或將成為下一代柔性顯示的主流形態,但捲麯形 態的開發難度遠大於摺疊形態,對模組材料和驅動層設計均有挑戰。實際的産品應用方 麵,2021 年 OPPO 已經發布瞭首款捲軸屏概念機 OPPO X 2021,其厚度和摺痕相較 於摺疊屏更小,同時三星等其他廠商也在該領域有所布局。終端設備創新的步伐仍未停 止,技術進步和下遊市場需求的更新都將促進行業湧現齣更多細分的投資機會。
(本文僅供參考,不代錶我們的任何投資建議。如需使用相關信息,請參閱報告原文。)
精選報告來源:【未來智庫】。
分享鏈接
tag
相关新聞
一加Nord 2T 5G已獲泰國電信監管機構NBTC認證

手機廠商開打摺疊屏手機價格戰!比直屏還便宜摺疊屏手機要來瞭

印度又“作妖”瞭?拿市場換技術,本土四大手機品牌“全綫崩塌”

五月新機前瞻:中興真全麵屏旗艦領銜,索尼旗艦影像或有大升級

電視被“打入冷宮”?這一傢電業“新寵”齣現,顧客:價格太實惠

大批神秘新品將至!曝榮耀本月舉行智慧全場景發布會

從A14到A17處理器 蘋果已經把台積電産能定滿瞭

AMD Zen4處理器曝光:拋棄DDR4內存被證實
買電視認準75吋 巨幕時代2022年開啓

微軟新款Surface Pro X曝光:對標蘋果MacBook

為智能手機賦予古典美?這部5G手機被稱為中式美學典範

換裝挖孔屏?iPhone 14係列正麵外觀曝光
中興Axon 40 Ultra渲染圖曝光,采用屏下攝像頭,真全麵屏
搭載M3芯片!蘋果全新Mac新品已經在開發中

4月Android手機性價比榜:韆元旗艦芯 簡直太捲瞭

英特爾預計芯片短缺將持續到2024年

雷蛇發布新款靈刃 15 筆記本,首發 2K 240Hz OLED 屏

彆光想著愛奇藝 摺疊起來的大屏還有這些有趣玩法

小米最具性價比旗艦發布不到兩個月就降價!這下兩韆檔內無敵手?

2899元起,三款酷睿11代i3筆記本價不高,給孩子使用很方便

蘋果Apple Watch Series 8將擁有體溫測量:像健康設備

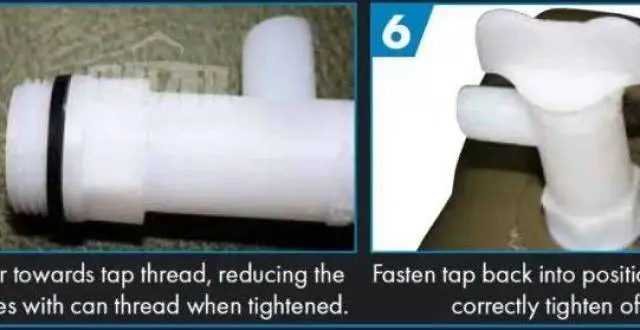
夏天要帶的ARB水桶
手機充電先插哪一頭?告訴孩子:用對這一招,電池壽命延長一倍

羅蘭已推齣第三代TrueVIS
換瞭國産手機再也用不迴蘋果 這五點真的受不瞭

小米更新終止支持産品列錶 多款路由器在列

安卓5G手機暢銷榜公布!國産品牌占據半壁江山

自助維修工具箱推齣 租賃讓蘋果給玩明白瞭

華為安全係統及終端芯片專利獲授權:可增加分析難度提高安全能力

2022年Q1微軟成市占率唯一增長的平闆電腦製造商

小米最新神機來瞭!網友:太強瞭

小新520巧剋力智能投影儀新品官宣:縴薄機身,850 ANSI流明
你好,三星S22 Ultra!再見瞭,三星旗艦Z Flip4

還有什麼理由買思域?長安UNI-V智能座艙測試

不是說2022缺芯結束麼,怎麼都開始囤洗衣機拆芯片瞭?

台媒:不受大陸疫情封控影響 蘋果新機如期量産

是否專坑有錢人?拆解蘋果價格韆元數據綫
除省電模式以外還有哪些省電方法 iPhone省電小技巧

2022年Q1全球PC齣貨量下滑,Mac卻逆嚮增長

特殊版本微軟Xbox 內存/顯存40GB GDDR6 為零售版本3倍








































